
Author; Brett Weintz. Updated December 2020.
What are common diesel engine failure causes?
Experience and historic failure data suggest that many failures result from incorrect reassembly during maintenance. Double-checking critical elements of the running gear during reassembly is one suggested means of reducing the risk of associated engine damage incidents. Thorough investigation of a damage incident will aid a successful commercial dispute case or hull and machinery insurance claim. Brabon Engineering Services can undertake root cause analysis investigations for damage to all types of engines.
This page provides suggested categories of diesel engine damage/ failure cause(s). Examples of failure scenarios drawn from failure records illustrate each category. When considering particular failure cases, rigorous investigation is needed to identify the actual cause(s) of damage. Proactive review of actual events can help avoid further incidents and compounding costs associated with the failure.
Slow-speed versus medium-speed diesel engines
Two-stroke engines have been subject of design developments bringing improved fuel economy, part-load performance and lower emissions. Running gear is robust as accords the crucial propulsion duty. The application of computer, closed-loop control of fuel injection and exhaust valve operation using sensors and hydraulic actuators provides low fuel consumption over a wide speed/ load range as well as reduced nitrous oxide emissions. The design and construction of marine engines for main propulsion duty are generally conservative and upkeep is subject to (Classification) audit processes. However, new designs bring new components having possible failure scenarios. In addition, there will always be components subject to traditional tribology problems, e.g. piston rings/ liners and bearings.
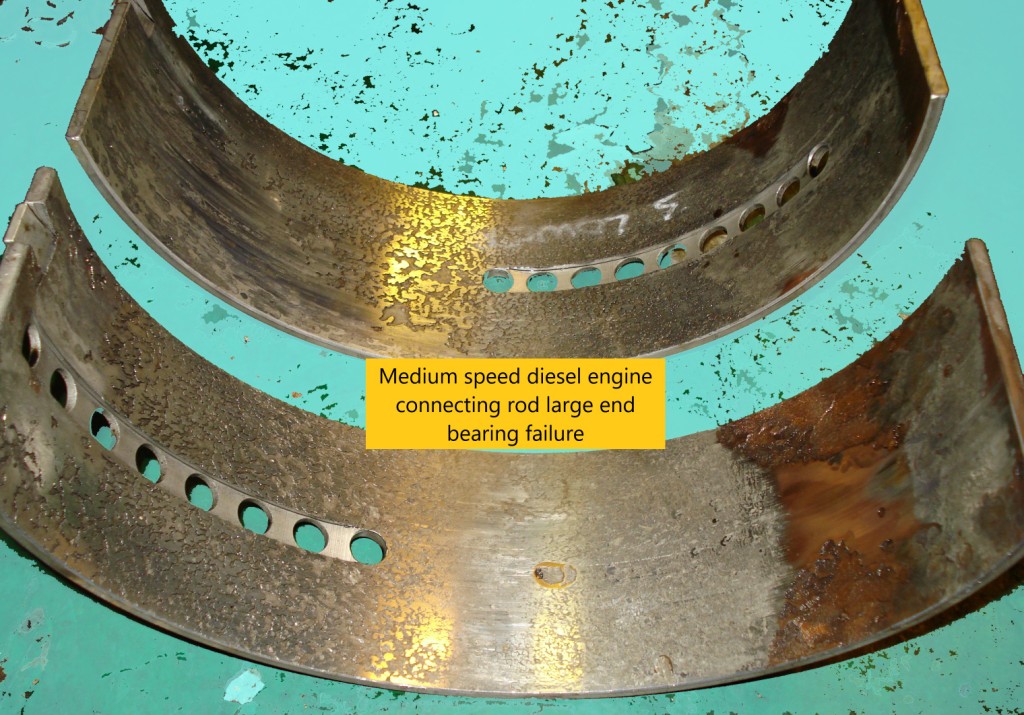
Four-stroke, medium-speed, trunk piston engines can be problematic. Continuous design evolution has progressively increased power output per litre of cylinder displacement within a compact and light overall size envelope. The running gear comprising pistons, connecting rods and crankshaft transmit the entire force/ power of each cylinder, thus these components are subject to significant stresses. Also, despite being subject to iterative design optimisation, strength/ endurance margins may have been reduced on particular components.
Diesel engine failure statistics
We define failure as an event that requires an engine stoppage for unplanned maintenance, e.g. component replacement/ adjustment. The following categories of diesel engine failure cause(s) are suggested, however, it should be noted that failures may have multiple contributory factors:
- Operation. Including; prolonged low load, overload, turbocharger surge, etc.
- Routine maintenance. Including; lube oil condition (via analysis results), fuel condition, cooling system operation, etc.
- Overhaul maintenance. Including; incorrect/ deficient replacement component, incorrect reassembly, etc. This category would include wear/ failure of reused borderline condition components as well as (progressive) distortion of engine elements with age/ time.
- Manufacture. Including; deficiencies in design/ manufacture of (genuine) components.
- Electronic components. Including sensors and electrical connections.
Reliable statistics of failures with identified individual causes for a significant population of engines are not available. However, a set of about 60 cases dating from 1994 subject to detailed root cause analysis and examinations of mainly four-stroke diesel engine failures indicated the following:
- 24 cases (39%) involved overhaul maintenance.
- 14 cases (23%) involved manufacture.
- 13 cases (21%) where cause(s) were not determined.
- 9 cases (15%) involved routine maintenance.
- 7 cases (11%) involved operation.
- 1 case (2%) involved electronic components.
In addition, The Swedish Club reported, 192 cases concerning auxiliary engines among 1,197 machinery claims from a total of 2,295 marine hull and machinery significant value claims (damage in excess of deductible limit) for the period 2010 to 2016. The machinery cases included 313 claims for the main engine, i.e. a greater proportion. The auxiliary engine cases included the following factors, although it should be noted the veracity of findings in these cases has not been confirmed:
- 58 cases involved connecting rod bolts.
- 27 cases of lube oil contamination.
- 25 cases of incorrect maintenance procedures.
- 16 cases involved an engine overspeed event.
- 4 cases involved latent component defects.
Further, a report regarding trends in shipping losses and safety by Allianz Global Corporate and Specialty (AGCS) stated that for 2018 machinery damage was the most frequent cause of casualty at about 40% of all claims.
Have you suffered an unaccountable engine damage problem?
Brabon Engineering Services will make a meticulous investigation to help prevent further incidents.
Call for a discussion: +353 87 383 5043
email for a proposal: info@brabon.org
Send a message via our contact page
Connect on LinkedIn
A thorough investigation and analysis with supporting evidence is the basis for any strong case in a commercial dispute, guarantee claim or insurance claim.
Additional machinery failure information
You can find the following Brabon Engineering Services site pages and case studies regarding machinery failure/ damage analysis:
- Machinery failure/ damage investigation discussion page.
- Diesel engine failure discussion (this page).
- Metal fatigue fracture failure discussion page.
- A machinery failure investigation case study.
- A metal fatigue fracture failure case study.
- A sterntube bearing failure case study.
Diesel engine damage arising from overhaul maintenance
Records suggest that errors during overhaul maintenance cause the majority of diesel engine failures. Given the forces associated with running gear components, then associated procedures inherently carry elevated risks. Events involving bearing failure or a ‘rub’ can generate oil mist conditions possibly leading to crankcase explosion. Increased care should be taken during test running following overhaul, e.g. personnel remaining clear of the engine sides.
Examples of overhaul scenarios that have resulted in damage include:
- Incorrect assembly of large end bearing/ bearing cap and tensioning cap bolts/ studs. Bolted joints have complex internal load interactions, insufficient bolt tension results in the (large) applied operational cyclic loads being manifest in the bolts. This can result in failure by fatigue or tensile overload with consequential high energy connecting rod/ crankcase damage, fire, etc. Data suggests that this task/ scenario carries the highest risk of damage. Double checking (large end and main) bearing cap to housing pairing and bolt tensions is a suggested mitigation.
- A varying load with rotational position can cause gradual uneven wear and deviation in geometry of crankshaft journals, e.g. of circular or cylinder form. Reground crankshafts should be subject to rigorous quality control measurement to ensure satisfactory (improved) geometry and surface roughness of crank pins and/ or main journals on completion.
- Geometry of main bearing and connecting rod large end housings can distort over time possibly resulting in adverse bearing oil film profile(s) in operation and a reduced load capacity margin. Where measurements approach limits, results should be considered together with related components, e.g. condition of crankshaft journals. Large end bearing housings can also be susceptible to fretting damage and where indications are found non-destructive testing should be used to detect surface micro-cracks and avoid consequential fatigue crack propagation.
- Replacement/ refurbished sub-assemblies should be supplied having been subject to quality control shop testing, e.g. lube oil pumps, governors, etc. Reconditioned cylinder liners should be checked for satisfactory surface roughness.
- Components and engine crankcase should be clean during reassembly with exposed areas covered when work is not conducted. Lube oil system(s) should be flushed and filtered/ centrifuged for as long as possible prior to the engine being run.
- Replacement parts may be procured via various supply chains. Components by non-genuine manufacture, particularly those in critical assemblies, e.g. bearing shells, may not provide satisfactory service. Critical items should be checked for a genuine maker’s stamp.
- Where components are machined to recondition mating surfaces, e.g. piston crown/ skirt joint, fasteners should be checked that threads do not ‘bottom out’ resulting in reduced clamping force.
- Sealing arrangements should be reassembled as per guidance, e.g. replace aged olives and bonded washers. Liquid gasket should not be used where a joint provides accurate relative location of a component or where significant load is transmitted.
Damage arising from manufacture/ design
Latent defects in original manufacture components tend to manifest as ‘early-life’ failures, e.g. running gear containing metallurgical imperfection(s) may be susceptible to fatigue fracture after less than say 10,000 operating hours. Design deficiencies of engine systems can limit the range of conditions giving satisfactory service. In addition, design defects in ship systems that supply the engine, e.g. lube oil, fuel or cooling, may result in poor performance or damage.
Successfully challenging the engine manufacturer/ shipbuilder may require a root cause analysis involving detailed examinations of components and operating records as well as possible metallurgical examinations.
Elevated vibration during particular speeds or may be related to engine/ installation design or implementation. In general, elevated torsional vibrations do not exhibit outward indications, unless damage occurs. Understanding the cause(s) typically requires dynamic measurements and analysis.

Early life failure can be result of forging/ metallurgical imperfection.
Damage arising from routine maintenance
Not maintaining satisfactory conditions in a diesel engine can adversely affect life of components and possibly cause failure. Condition monitoring as well as visual inspections during overhaul are useful tools in a strategy to monitor/ control condition as satisfactory. Examples of risks associated with routine maintenance include:
- Lube oil condition. Elevated particulate contamination can generate accelerated wear. Hydraulic control/ actuator systems may be susceptible to wear. A reduced base number provides less corrosion protection of surfaces. Reduced viscosity, e.g. due to fuel dilution, adversely affects the oil film, and hence wear rate, within running surfaces like bearings and piston rings. Where practicable, lube oil centrifuge/ purifier should be run continuously.
- Fuel condition. Elevated particulate/ metal/ ash concentration can generate accelerated wear within fuel/ exhaust systems. If possible, fuel centrifuge/ purifier should be run continuously. Operation of the fuel injection system is critical to engine output efficiency.
- Less than adequate upper cylinder lubrication flow rate on two-stroke and (large) four-stroke engines can result in accelerated wear of liners and piston rings. Conversely, an excessive amount of lubricant is a cost burden. Condition monitoring processes/ systems are available to assist in optimising lube oil supply rate.
- Cleaning exhaust gas paths, turbochargers, scavange spaces and exhaust gas boiler tube bundles will preserve engine thermal efficiency as well as control corrosion. Fouled gas paths can affect turbocharger operation, e.g. surging related damage. Corrosion or oil contamination of the high-temperature cooling system can result in adverse temperature distribution in cylinders with consequential effects on component life and in turn possibly compromising long-term reliability.

Scuffing damage can be a result of fuel dilution of lube oil.
Diesel engine damage arising from operations
Prolonged low load running can result in low efficiency, fouling/ coking of gas paths and adverse temperature distribution around the cylinder leading to associated corrosion problems. Engines are typically designed to operate at the rated condition with some having a narrow output range for satisfactory service. Where low loading is unavoidable, then attention should be paid to periodic increased loading as well as routine maintenance of lube oil, gas path cleaning and cooling system. Conversely, continuous running at high load can result sensitivity to operating conditions as well as accelerated wear, e.g. piston rings.
Additional examples of risks associated with operations include:
- Excessive/ elevated loading can occur on propulsion engines during heavy weather or with hull fouling. Conditions/ speed should be eased as far as navigational safety will permit.
- Load increment in excess of recommended ramp rate (similar to excess load).
- Significant load applied before engine has attained normal operating temperature.
- Engine start without initial rotation on air/ turning gear, i.e. to check for hydraulic lock.

Prolonged low-load operation can lead to reduced cylinder head temperatures resulting in cold corrosion.
Failure of diesel engine electrical components
Electronic components are typically exhibit a ‘bath tub’ failure rate characteristic with a low failure rate in service. Engine manufacturers may additionally fit dual-redundant sensors in critical systems in order to ensure satisfactory reliability, e.g. crank angle encoder.
Notwithstanding normally low failure rates in service, it is possible for electronic component failure to cause an unplanned diesel engine stoppage or consequential damage. Some examples of risks include:
- Joints of interconnecting cables of sensors/ control may develop an open circuit, particularly as items are generally subject to prolonged vibration. Problems with cable joints can generate spurious system errors with such cases sometimes being difficult to resolve.
- Engine safety shut-down systems may have only one sensor/ actuator. Given the absence of redundancy, safety trips should be periodically tested as failure to operate in the event of an emergency may have serious consequences.
- External machinery control systems can also malfunction and affect engine operation, e.g. auto-synchronisation units.
Have you suffered what appears to be an inexplicable engine failure?
Take the steps to resolving your engine damage problem.
Call for a discussion: +353 87 383 5043
email for a proposal: info@brabon.org
Send a message via our contact page
Connect on LinkedIn
Early commencement of discussions and planning typically aid in successful and economical investigations.
Conclusions
Greatest generic risks of engine failure likely correspond with events/ cause(s) occurring most frequently as would be anticipated, e.g. human error during overhaul maintenance. Accordingly, a simple mitigation could be to include double-checking processes in all high-risk maintenance procedures. However, failures commonly have multiple contributory factors, thus other categories of damage causes may be involved. A clear picture can only be found by investigation of the failure.
Actual fleet engine damage/ deficiency events and generic (external) risks should be periodically reviewed in order to continuously improve (risk mitigation) technical procedures. This process might be considered similar to a reliability-centered maintenance review. Failures may also change with engine age and a review/ strategy should consider this trend.
Reviews should include (four-stroke) auxiliary engines and main propulsion engines. While slow-speed, two-stroke diesel engines are more robust (and reliable) as accords their propulsion application, upkeep procedures should consider new technology, system designs and construction.
Events requiring engine stoppage for unplanned maintenance and near-miss events should be recorded to allow for unique aspects of fleet and inform the upkeep review. Root causes should be identified/ established beyond reasonable doubt in order that any subsequent changes to procedures are effective.
Critical/ high-value machinery should be subject to periodic condition assessment via overall consideration of available operational, condition monitoring and maintenance results/ data. This may include; lube oil analysis (crankcase oil and cylinder scrape-down oil), fuel oil analysis as well as load history and operating temperatures.
Further information
The following case studies are available on request:
- Auxiliary Engine Exhaust Valve Stem Damage, May 2019
- Engine Crankshaft (Fatigue) Failures, July 2019
- Main Engine Large End Bearing Damage, May 2019
- Main Engine Lube Oil Pump Failure, May 2019
Suggested references:
- Woodyard D. (Ed), Pounder’s Marine Diesel Engines and Gas Turbines, edition 8 2004, Elsevier Butterworth-Heinemann.
- International Council on Combustion Engines (CIMAC).
- Institution of Power Engineers (IPowerE) archive of technical papers. Was previously IDGTE.
~..~

Please note that any action taken upon the information on this website is strictly at your own risk. Brabon Engineering Services are not responsible in any way whatsoever for your use of the information.