
Author; Brett Weintz. Updated 21 April 2021.
What tolerance is required for ship propeller and intermediate shaft alignment?
Ships having relatively large diameter or short/ stiff propulsion shafts require the greatest alignment accuracy. Bearing offset changes or errors in the order of 0.10mm can have a significant effect on bearing loads. Given the sensitivity, accurate measurements of bearing loads and stern tube offsets are alignment are needed to deliver satisfactory bearing loads within 20% of design.
The objective of ship propulsion shaft alignment measurement is a satisfactory load distribution between all, and across each, bearing(s) supporting the complete propeller shaftline. Optimised bearing loads is a sound basis for maximising bearing life (reliability). This is particularly important for the sterntube aft bearing.
This page includes a discussion of planning dry dock special survey or repair activities as well as details of factors affecting alignment measurements and associated uncertainties.
You can find the following Brabon Engineering Services site pages and case studies regarding ship propulsion shaft bearings:
- Shaft alignment measurements Brabon Engineering Services undertake.
- Shaft alignment measurement details discussion page (this page). Includes factors affecting derived results/ uncertainty.
- Shaft alignment principles discussion page.
- Shaft alignment measurements case study.
- Strain gauge shaft alignment measurement case study.
- Sterntube aft bearing machining offset accuracy case study.
- Fair curve alignment design example.
- Sterntube bearing problem case study 1.
- Sterntube bearing problem case study 2.
- Ship sterntube aft bearing operations and problems discussion page.
- Hydrodynamic bearing design and damage discussion page.
- Ship vibration (shaft dynamics) discussion page.
Planning afloat and dry-docking shaft alignment measurements
If propulsion shaftline bearing damage occurs, or is suspected, there are numerous possible causes. It is generally prudent to eliminate a poor shaft alignment condition as a possible factor. Brabon Engineering Services can undertake the necessary bearing load measurements and assessments with the vessel afloat during a suitable hiatus in ship operations. Durations for strain gauge and bearing jacking measurements can be found below. Brabon Engineering Services can also undertake a thorough investigation to discover the root cause of the bearing damage.
If replacement of a sterntube bearing in a shipyard is contemplated, Brabon Engineering Services can undertake the necessary shaft alignment measurements and assessments. It is recommended to undertake bearing load measurements with the vessel afloat prior to dry-docking. These results inform any bearing offset adjustments needed to optimize the shaft alignment condition. Brabon Engineering Services then conduct bore alignment measurements of the sterntube/ A-bracket bearing and housing after the propeller shaft is withdrawn in dry-dock. Brabon Engineering Services can provide recommended design offsets (and slope) of the replacement bearing to optimize the bearing load distribution.
Bearing load measurements are generally also conducted when the ship is dry-docked before and after shaftline dismantling/ reassembly. This is generally to provide a comparison/ verification that the shafting and bearing have been reinstated in their original positions.
Duration of measurements:
- For jacking measurements, about one hour should be allowed per bearing (including re-positioning equipment). Each bearing load result is available immediately following the measurement. A portable jacking stand may need to be manufactured in order to position the jack under the shaft adjacent to the bearing. The prime mover should also be immobilised to prevent accidental movement of the shaft for the duration of any jacking measurements.
- For strain gauge shaft bending measurements, then about one day should be allowed for fitting strain gauges and associated cables (on one shaft). About one hour should be allowed per shaft alignment bending strain measurement (one shaft). Calculation to derive the bearing loads takes less than 20 minutes. Thus, the results are available a short while after the measurement.
- Sterntube bore alignment measurements generally require about seven hours. However, bore alignment is generally conducted during the night in order to mitigate any possible variations due to the sun acting on the hull. Thus, this task can be scheduled so as to not interrupt day-shift progress.
Ship shaft alignment measurement considerations
Shaft alignment bearing load measurements are conducted with the shaftline fully assembled, stopped/ static and the vessel afloat (ideally) at a representative operational draught (aft). Ideally, the prime mover/ engine should also be warm through to the foundation. Where there is significant variations in the operating draughts, e.g. tankers and bulk carriers, it is sometimes suggested to conduct measurements in the laden and ballast conditions. This is to verify satisfactory bearing loads for the operating conditions at the maximum and minimum draughts. The sterntube should be filled with oil for measurements as the (shaft) buoyancy affects the (stern tube forward) bearing load. It is possible to measure bearing loads with the vessel underway and the propulsion shaft running, however, this is complex undertaking.
Shaft stiffness and jack correction factors
The jacking diagram provides a direct indication of the shaft (transverse) stiffness at the jack location which can be correlated with the Reaction Influence Number (RIN) calculated from the shaftline model. The RINs are the linear ratio of the change in bearing load to offset, i.e. shaftline stiffness as a beam. The RINs can be used to select the linearization regions on the jacking diagram. The jacked stiffness at the stern tube forward bearing can also be compared to the theoretical RIN for an indication of the shaft support condition in the sterntube aft bearing (single point versus two-point support).
As the jack is not positioned at the axial centre of the bearing, the measured load will vary from the actual bearing load. A ratio calculated for each jacking location can be applied to the measured load as a correction factor as follows:
Bearing load = (Jack load) x (Jack Correction Factor)
Jack correction factors (JCF) are calculated by simulating the load transfer from the bearing to the jack as well as the shaft deflections using the Reaction Influence Numbers from the shaftline mathematical beam element model. Note that the JCF changes if any adjacent bearing is unloaded. For example, the JCF for the stern tube forward bearing varies for single-point or two-point support in the sterntube aft bearing. Another case involves the main engine, the aftmost crank web main bearing JCF varies if the aftmost main bearing is unloaded/ very lightly loaded.
Jacking measurements should be conducted with the jack positioned as close to the bearing as possible. This results in a jacked load close to the bearing load, i.e. a Jack Correction Factor close to unity (1.0). As the jack becomes an (additional) support point in the system, the jack support arrangement should be as rigid as the bearing support for best accuracy. The displacement transducer base should also be mounted on the bearing housing, rather than local ship structure, as this results in the lowest (relative) lift at the point when load is transferred from the bearing to the jack. Local ship structure can also deflect due to the jack load producing incorrect results. This will minimise the effect of the slope of the (selected) region of linearization on the jacking diagram.
Bending strain (gauge) measurements to derive additional loads – case study
Bending strain (gauge) measurements can be used to find the load bias on the stern tube aft bearing. The following example illustrates a range of sterntube aft offsets/ load distributions that produce the same load at the first bearing forward (from the sterntube aft) as well as similar main engine bearing loads. Example 1 involves a two-stroke diesel, direct-drive propulsion system without a stern tube forward bearing, i.e. having a single stern tube bearing. The system comprises a propeller of mass 14.1 tonne (immersed) fitted to a propeller shaft 500mm in diameter with centre-to-centre axial distance of 4,700mm (9 diameters) between the stern tube aft and intermediate/ plummer bearings. The propeller shaft is coupled to an intermediate shaft 420mm in diameter (and supported by the intermediate bearing). The engine crankshaft has an equivalent (continuous shaft) diameter of 325mm. A mathematical beam element model was generated for analysis.
Three cases of shaftline bearing offsets were found that produce the same load on the intermediate bearing as well as only a small variation in load on the main engine main bearing 1 (aftmost), Table 1. However, there were significant variations in stern tube aft bearing load bias between the cases. Thus, shaft alignment measurement by bearing jacking at the intermediate and main engine bearings could not provide verification of satisfactory load distribution on the sterntube aft bearing. Optical/ laser alignment measurements of offsets at the intermediate bearing and main engine crankshaft output flange may also be unreliable. This is due to the influence of the dry-dock blocks on the vessel hull shape and are difficult to incorporate in the calculation of stern tube aft bearing loads.
In addition, in this example the stern tube aft bearing load distribution is primarily controlled by the intermediate bearing offset. Thus in the event of a Special Survey/ repair, any variation/ error in replacing the chocks can adversely affect the stern tube aft bearing. Confirmatory bearing load measurements are generally suggested. Note that stern tube aft bearing loads can be derived from measured bending strains. This is also possible in the case of shaftline systems fitted with a sterntube forward bearing.

Sterntube bore alignment procedures and detail aspects
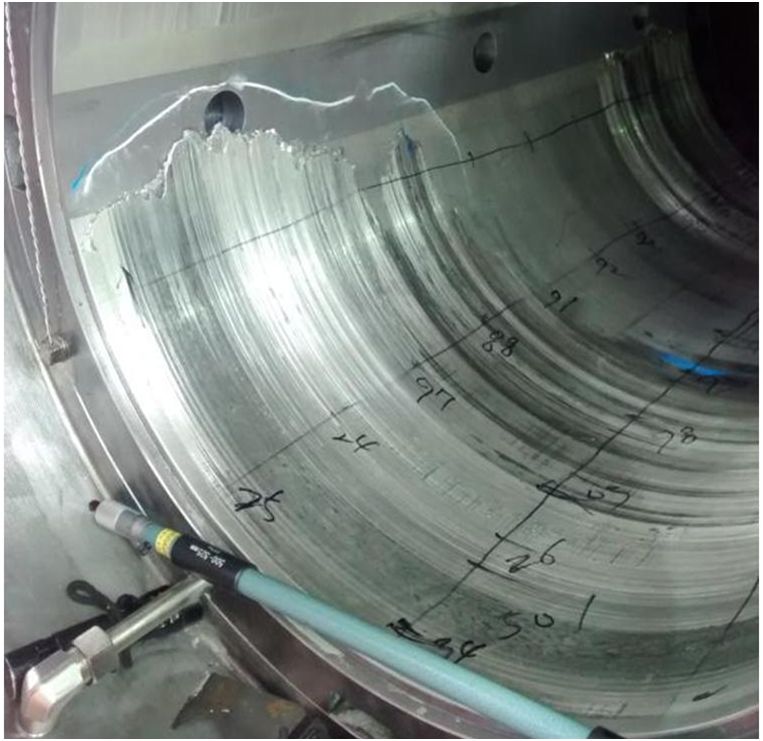
Offset measurements on the sterntube aft bearing should be made at the aft and forward ends where the shaft has been running in order to derive the ‘working’ surface that generated/ correlates with the measured bearing loads. As a check, ‘crown thickness’ measurements on (both) the extracted stern tube bearings should correlate with the slope/ offsets from the optical/ laser sighting.
It is generally possible to select stern tube aft bearing offsets so as to position the shaft in the centre of the aft stern seal. That is, the aft end of the bearing is offset upwards by 1/2 clearance (assuming the seal location recess and the aft end of the bearing housing are concentric).
Oil lubricated, whitemetal lined bearings tolerate little ‘bedding-in’, thus the slope mis-match between the shaft and bearing needs careful control. In a repair scenario, Brabon Engineering Services use the measured slope of the existing (damaged) stern tube aft bearing and bearing housing and the measured bearing loads afloat with a mathematical (beam element) model of the shaftline to derive recommended design offsets of the replacement sterntube aft bearing. That is, a relationship between bearing offset (and slope) variations to changes in load at each support point.
The estimated stiffness of each bearing support are also used to determine recommended design offsets for a replacement stern tube aft bearing. However, the aft and forward (flexible) support points on the sterntube aft bearing are not independent and ‘cross-stiffness’ acts between the two supports. The sternframe/ sterntube tends to act as a cantilevered beam. Thus, a load increase at the stern tube aft bearing – aft end will cause a local deflection and a smaller deflection at the forward end of the bearing. This can be described as the shaft and bearing conforming to each other producing reduced load variations for any given offset change. (Although this behaviour reduces with increasing shaft size.)
Considering the debate of optical versus laser equipment for bore alignment measurements. With the laser system, some technicians manually hold the detector jig against the bearing surface at four cardinal positions to derive the bearing centre. That is, mean of top/ bottom for vertical centre and mean of port/ starboard for horizontal. While a skilled individual can produce satisfactory (repeatable) results, the technique is susceptible to errors due to variations in holding pressure or skew placement of the jig on the surface. Measurement errors on the reference/ datum surfaces are likely to affect the derived offsets of all bearing surfaces. This error would further affect the calculated offset differences relative to subsequent measurements of the bearing housing (conducted later with a separate set-up) after bearing extraction.
In engineering, details are the crux of the situation.
Shaft alignment is not a complex process, but interpretation of data and assessments require care and experience as well as understanding of all factors affecting the indicated results.
Brabon Engineering Services can help by conducting meticulous shaft alignment measurements and assessments.
Call for a discussion: +353 87 383 5043
email for a proposal: info@brabon.org
Send a message via our contact page
Connect on LinkedIn
Brabon Engineering Services would be pleased to review your condition monitoring data and provide a free honest and expert bearing damage risk assessment.
Stern tube aft bearing offset machining accuracy/ errors, case study
The following example illustrates the sensitivity of stern tube aft bearing load distribution to slope. Example 2 involves a two-stroke diesel, direct-drive propulsion system. The system comprises a propeller of mass 14 tonne (immersed) fitted to a propeller shaft 500mm in diameter with centre-to-centre axial distance of 5,000mm (10 diameters) between the sterntube aft and forward bearings. The propeller shaft is coupled to an intermediate shaft 375mm in diameter which is supported by an intermediate/ plummer bearing 5,000mm forward of the stern tube forward bearing. The engine crankshaft has an equivalent (continuous shaft) diameter of 330mm. A mathematical beam element model was generated for analysis.
Considering variations in offset of the stern tube aft bearing, aft end, Table 2 below. An offset deviation/ error of 0.22mm (0.008″) up at the bearing aft end would vary the load distribution from equal to 100% aft (fwd end unloaded). Similarly, an offset deviation of 0.26mm (0.010″) down at the bearing aft end would vary the load distribution from equal to 100% forward (aft end unloaded). Note that the bearing load distribution is slightly more sensitive to offset variations at the bearing forward end.
Normal procedure is to arrange a partial load bias to the aft end of the stern tube aft bearing (not 100%). Thus, the actual margin for error in the offsets machined on the bearing would be significantly less than 0.22mm (for this illustration). Note also that the margin of error for the shaft alignment offset/ measurement decreases rapidly with increasing shaft diameter, i.e. shaft beam stiffness.

Shaft bearing offset adjustments
To calculate recommended offset adjustments for shaftline bearings, e.g. an intermediate bearing, Brabon Engineering Services use a mathematical (beam element) model of the complete shaftline. Adjustments are based on shaft alignment measurement results and selected to involve the least number of bearings with minimum overall change in the shaft offsets. Large offset changes result in less predictable load changes. When making adjustments in the horizontal plane (in association with bending strain measurements) it is generally necessary to move the bearing slightly further than the value calculated to compensate for the bearing clearance.
A ‘trial and error’ approach may also achieve satisfactory results. However, additional adjustment/ measurement iterations may affect the docking period, particularly where metal chocks are machined to achieve the adjustment. Adjustments to offset on (replacement) stern tube aft and forward bearings are always derived by calculation. Design by guesswork inevitably will result in problems.
Adjustment at a bearing results in load transfer to/ from the adjacent bearings, and then each subsequent bearing in alternating direction with rapidly diminishing effect. For example, consider a shaftline system involving 10 bearings subject to an adjustment upwards at bearing four. The effect at each bearing would be as follows:
- Brg 1, negligible change in load.
- Brg 2, small increase in load.
- Brg 3, decrease in load (proportion of load increase at brg 4).
- Brg 4, increase in load
- Brg 5, decrease in load (proportion of load increase at brg 4).
- Brg 6, small increase in load.
- Brg 7 to brg 10, negligible change in load.
It is possible to change to load on two adjacent bearing in the same direction, say to increase the load on two neighbouring bearings. However, this requires a coordinated set of adjustments involving at least two bearings.
~..~
